

MLCC(kondensator ceramiczny wielowarstwowy) jest powszechnie stosowanym typem kondensatora. Jego struktura powstaje przez przeplatanie i układanie ceramicznych folii dielektrycznych wydrukowanych z elektrodami wewnętrznymi, spiekając je w wysokiej temperaturze, tworząc blok ceramiczny, a następnie uszczelniając warstwy metalu na obu końcach. Składa się z trzech części: ceramicznego dielektrycznego, metalowych elektrod wewnętrznych i metalowych elektrod zewnętrznych.MLCCMa zalety małej objętości, dużej pojemności, niskiej straty przy wysokich częstotliwościach, przydatności do produkcji masowej, niskiej ceny i dobrej stabilności. Spełnia wymagania produktów światła, cienki, krótkich i małych informacji i jest ważnym elementem nowoczesnych produktów elektronicznych. Jaki jest proces produkcyjny MLCC?
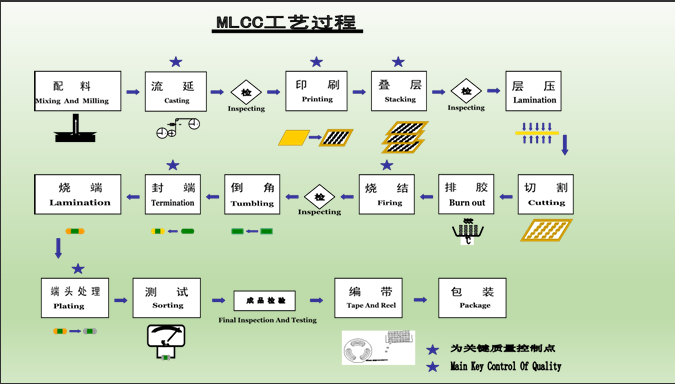
1. Batching: Ceramiczny proszek, spoiwa, rozpuszczalniki i różne dodatki są mieszane w proporcji i poddawane mieleniu kulowym lub frezowaniu piasku, tworząc jednolite i stabilne zawiesinę ceramiczną. Zasadniczo składa się z ceramicznego proszku, rozpuszczalnika, dyspergatora, spoiwa itp. Rozpuszczalnik jest mieszaniną toluenu i etanolu w określonej proporcji. Dyspergant jest środkiem powierzchniowo czynnym, który zapobiega aglomeracji proszku ceramicznego. Siło jest żywicą polimerową, która może utrzymać odległość między proszkami ceramicznymi i zapewnić siłę.
2. Odlew taśm: Ceramiczna zawiesina jest nakładana do krążącego silikonowego warstwy przez port wylewany taśmowej, tworząc jednolitą cienką warstwę. Następnie większość rozpuszczalnika jest ulatniona w strefie gorącego powietrza i suszona przez ogrzewanie, tworząc film o grubości 1um - 20um i gęstości jednolitej.
3. Drukowanie: zawiesina wewnętrznej elektrody jest drukowana na folii ceramicznej za pomocą płyty ekranowej, a po wyschnięciu uzyskuje się wyraźną i pełną folię dielektryczną. Istnieją cztery rodzaje drukowania: drukowanie pomocy, drukowanie Intaglio, drukowanie planograficzne i drukowanie ekranu.
4. Laminowanie: wydrukowane folie dielektryczne są starannie ułożone w blok o jednolitej grubości zgodnie z pewną niewspółosiowością. Podczas laminowania filmy są wycinane i odrywające. Na dno i górze należy dodać arkusze ochronne folii ceramicznej, aby zwiększyć wytrzymałość mechaniczną i izolację.
5. Warstwy i prasowanie: blok laminowany jest poddawany izostatycznemu naciskowi, aby laminowane filmy ściśle łączą się, poprawiając zwartość ciała ceramicznego po spiekaniu. Zazwyczaj jest wciśnięty w wodzie, aby utrzymać jednolity ciśnienie, a próbkowanie plasterków jest wymagane do zapewnienia jakości.
6. Cięcie: Zgodnie z wymaganiami dotyczącymi projektowania produktu blok laminowany jest wycinany poziomo i pionowo arkuszem - takim jak cienkie ostrze, aby uzyskać niezależne zielone ciała kondensatora.
7. Usunięcie spoiwa: Cut Ceramiczne zielone ciała są poddawane obróbce cieplnej w celu usunięcia substancji organicznych, takich jak spoiwa.
8. Spiekanie: Chip po usunięciu spoiwa jest przetwarzany w korpus ceramiczny z nienaruszonymi wewnętrznymi elektrodami, dobrą zwartością, kwalifikowaną rozmiarem, wysoką wytrzymałością mechaniczną i doskonałą wydajnością elektryczną, która jest podzielona na dwa etapy: zagęszczanie i ponowne utokowanie.
9. Fazowanie: spiekany kondensator nie sprzyja połączeniu z elektrodami zewnętrznymi, więc musi być uziemiony i fazowany. Kondensator, woda i media szlifierskie są umieszczane w zbiorniku fazującym, a burr powierzchniowy są usuwane za pomocą frezowania kulki, frezowania planetarnego itp., Aby powierzchnia układu była gładka i całkowicie odsłonić wewnętrzne elektrody na końcu.
10. Uszczelnienie końcowe: zawiesinę końcową jest nakładana na oba końce odsłoniętych wewnętrznych elektrod układu fazowania przy użyciu komputera uszczelniającego do podłączenia wewnętrznych elektrod po tej samej stronie, tworząc elektrody zewnętrzne.
11. Wypalanie końcowe: podczas końcowego wystrzeleniaMLCC, najpierw, chip z przewodzącą zawiesiną pokrytą na końcu twarzy jest poddawany do usuwania spoiwa o niskiej temperaturze w celu usunięcia spoiwa, a następnie spiekanie o wysokiej temperaturze jest przeprowadzane zgodnie z typem zawiesiny, tak że metalowy proszek tworzy sieć przewodzącą, a faza szklana wzmacnia kombinację z ceramiką, ostatecznie tworząc mocną elektrodę zewnętrzną, kładąc podkład podkładowy i cyrkujący połączenie.
12. Galwanizacja: Produkt po zakończeniu wystrzelenia jest poddawany obróbce końcowej. W roztworze elektrolitu zawierającym nikiel i jony cyny elektroda końcowa MLCC jest używana jako katoda, a prąd stały o niskim napięciu jest stosowany odpowiednio do złożenia niklu i cyny na katodę, aby utworzyć powłokę.
13. Testowanie: Pojemność, utrata, izolacja i wytrzymanie wydajność napięcia produktu są testowane w 100% i sortowane, wadliwe produkty są eliminowane i są klasyfikowane zgodnie z zakresami pojemności.
14. Kontrola wyglądu: Pojawienie się produktu jest sprawdzane, a produkty o słabym wyglądzie są eliminowane.
15. Tapowanie: TestowaneMLKCCsą ładowane do taśm nośnych i zwinięte w plastikowe rolki w stałych ilościach.
16. Opakowanie: Obejmuje dołączanie etykiet identyfikacyjnych i pakowanie przed transportem.


 ")









